






Henan Hanhai Metallurgy Mining International Trade Co., LTD is a globally distinguished foundry manufacturer located in China, specializing in the research, design, casting, and advanced machining of high-strength cast steel and cast iron parts. Serving critical industries including mining, extraction, metallurgy, power generation, and heavy construction, Hanhai Casting operates advanced production lines capable of producing premium wear-resistant parts and structural assemblies for crushers, mills, and furnaces.
With an integrated design-to-delivery workflow, Hanhai Casting boasts an annual production output exceeding 80,000 tons. Our facility is certified with international quality management systems including ISO9001 and CE. Our mechanical products and heavy machinery castings are engineering staples across key markets in Asia, the Middle East, Europe, South America, and Africa.

Annual Casting Output
Industrial Heritage
Global Accreditation
Global Distribution
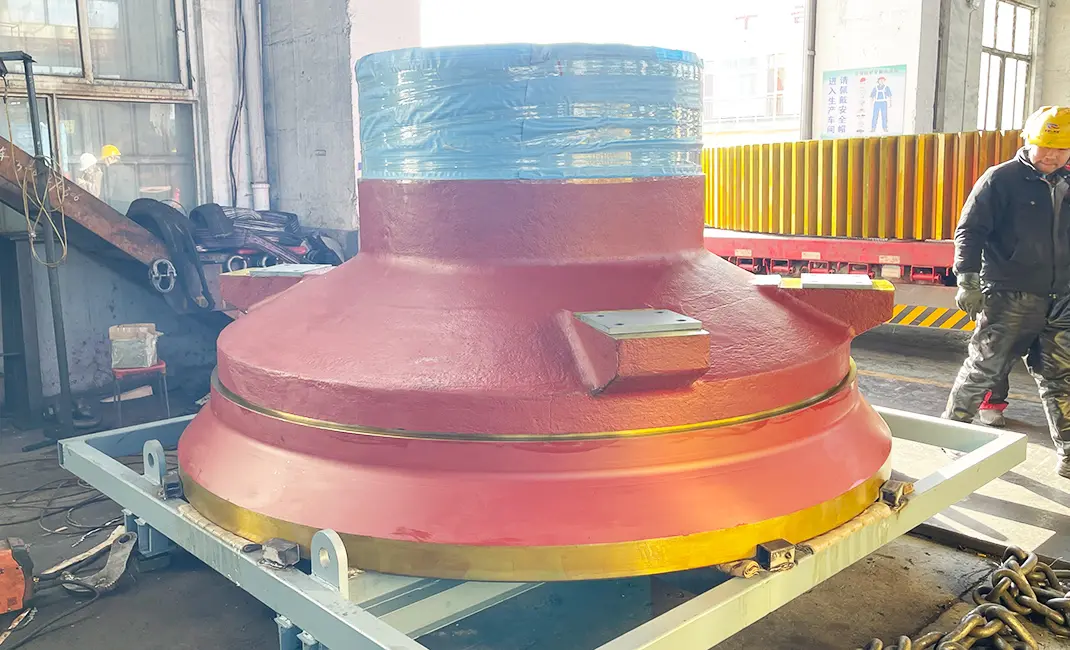
In modern extraction and quarrying operations, the performance of primary crushing systems dictates the throughput efficiency of the entire mineral processing plant. A **Boulder Crusher** (often configured as heavy-duty jaw, gyratory, or primary impact crushers) operates under extreme mechanical stresses, absorbing dynamic energy cycles ranging between 120 MPa and 450 MPa per strike. Designing and manufacturing components that can withstand these loads without premature fatigue or cracking requires exceptional metallurgical engineering.
The selection of alloys for boulder crusher liners, mantles, and jaws is critical. Standard carbon steels fail rapidly under abrasive gouging and high-impact conditions. Hanhai Casting utilizes advanced **Austenitic Manganese Steels** (Hadfield Steel), typically alloying Mn content from 13% to 22% with Cr additions (1.5% to 2.5%) to enhance wear life.
Under repeated heavy impacts, Austenitic Manganese Steel displays a unique **work-hardening characteristic**. The soft, ductile core absorbs impact energy, while the exterior surface undergoes a rapid transformation to a hard martensitic structure, rising from a base hardness of 200 HB to over 500 HB in operational conditions. To optimize this process, Hanhai implements custom thermal cycle heat treatments—including water quenching at temperatures exceeding 1050°C—to achieve a fully austenitic grain distribution, free from deleterious grain-boundary carbides.
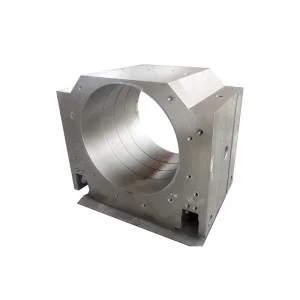
While wear liners are consumable, the main frame, hollow shafts, end caps, and bearing seats are permanent assets. These components must withstand continuous vibration. Hanhai Casting engineers frame structures using **low-alloy structural steels** (such as ASTM A148/GS20Mn5) optimized with finite element analysis (FEA).
By mapping high-stress zones, Hanhai engineers vary wall thickness across casting sections, reinforcing load paths while minimizing excess weight. Specialized ladle refining and degassing processes minimize gaseous inclusions (hydrogen, nitrogen, oxygen), eliminating latent structural defects. This approach yields frame castings with high fatigue resistance, ready for decades of heavy work.
Operating in northern regions like Siberia and Northern Canada requires specialized materials. Standard ferritic steels become brittle at low temperatures. Hanhai produces specialized low-temperature impact alloy steel components (tested down to -40°C Charpy V-notch impacts) that resist brittle fracture under extreme thermal gradients.
Processing high-silica materials like quartzite in arid regions creates severe abrasive wear. Standard jaw plates wear down quickly under these conditions. Hanhai offers custom-alloyed high-chrome and hybrid metal matrix composite (MMC) inserts that extend wear life in highly abrasive, dry sand and gravel plants.
Offshore dredging and coastal aggregate facilities expose machinery to saline moisture, leading to rust-induced surface scaling. Our metallurgical engineers add chromium, molybdenum, and nickel to casting alloys, providing resistance to both abrasive wear and chemical corrosion in marine environments.
As global supply chains face ongoing challenges, Henan Hanhai offers reliable, vertically integrated manufacturing. By housing all processes—from pattern making and casting to heat treatment, final machining, and quality assurance—within a single controlled environment, we minimize scheduling delays and maintain full oversight of production quality.
Every casting goes through rigorous testing before leaving the factory. Non-Destructive Testing (NDT)—including Ultrasonic Testing (UT), Magnetic Particle Testing (MT), and radiography—identifies sub-surface voids or cracks. We also verify chemical composition using optical emission spectrometers and perform mechanical testing to ensure compliance with ASTM, DIN, JIS, and BS standards.
Located in Henan Province, China's industrial casting heartland, our facility has direct access to raw materials and reliable power. Proximity to major transport hubs and deep-water ports like Qingdao and Tianjin enables efficient global delivery. Hanhai manages international customs compliance and export logistics to ensure reliable shipping to global sites.

Integrating wear-monitoring sensors inside castings to track real-time liner thickness. This enables predictive maintenance, reducing unplanned downtime by notifying operations before failures occur.
Investing in energy-efficient electric induction furnaces and sand reclamation systems to reduce our carbon footprint, meeting environmental standards without compromising cast performance.
Using 3D sand-mold printing for rapid prototyping of custom parts. This enables quick physical testing of modified geometries, reducing design approval times from months to days.
Reinforcing manganese steel and high-chrome iron matrices with ceramic particles. These composite wear surfaces combine tough steel behavior with high ceramic hardness for challenging wear applications.
Industrial casting relies on precise design, metallurgical planning, and quality control. Below is our nine-step workflow, ensuring consistent quality from initial request to component handover.
Collecting project criteria: feed abrasiveness, operating temperatures, and structural stress loads.

Drafting chemical alloy proposals, wall thickness variations, and CAD representations.

Conducting finite element analysis (FEA) and solidification modeling to confirm casting integrity.

Electric induction melting, mold pouring, water-quenching, and tempering.

Performing Ultrasonic (UT), Magnetic Particle (MT), and liquid penetrant testing to verify interior structures.

Rust-prevention coating, heavy-duty timber reinforcement, and ocean shipping arrangements.

Providing engineering documentation and video guidance for alignment and fitment.

Tracking initial operational data, monitoring wear rates, and scheduling replacement intervals.

Storing custom casting molds at Hanhai for rapid re-orders and component replacement.
Over more than 20 years, Hanhai has manufactured and delivered diverse mechanical elements for industrial operations worldwide. Here are highlights from our global project archives:

























We match Manganese content to the specific application. For medium impact and standard rock hardness, 13% Mn (Mn13Cr2) provides cost-effective work-hardening. For high-impact crushing of hard basalt, granite, or silica ores, we recommend 18% Mn (Mn18Cr2) or 22% Mn (Mn22Cr2) to ensure rapid hardening under heavy loads while maintaining toughness.
Our quality management processes are certified to ISO9001 and CE standards. All cast steel components comply with ASTM A128 (wear manganese steel) and ASTM A148 (structural steel) specifications. For non-destructive testing (NDT), we provide certifications for ultrasonic testing (UT, Level II), magnetic particle testing (MT), dye penetrant testing (PT), and spectrochemical analyses to verify material composition.
Yes, our engineering team uses 3D optical scanners to reverse-engineer physical samples and verify geometries. We convert legacy 2D drawings into 3D CAD files for casting simulations, checking for potential shrinkage or solidification defects before manufacturing patterns.
Production timelines vary by part complexity. Standard crusher wear items with existing tooling take approximately 4 to 6 weeks for casting, heat treatment, and machining. Large structural castings, such as main frames or 25-ton crystallizers requiring new patterns, take 8 to 12 weeks. We manage logistics through nearby ports like Qingdao and Tianjin to streamline global shipping.





