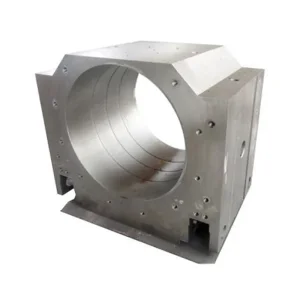
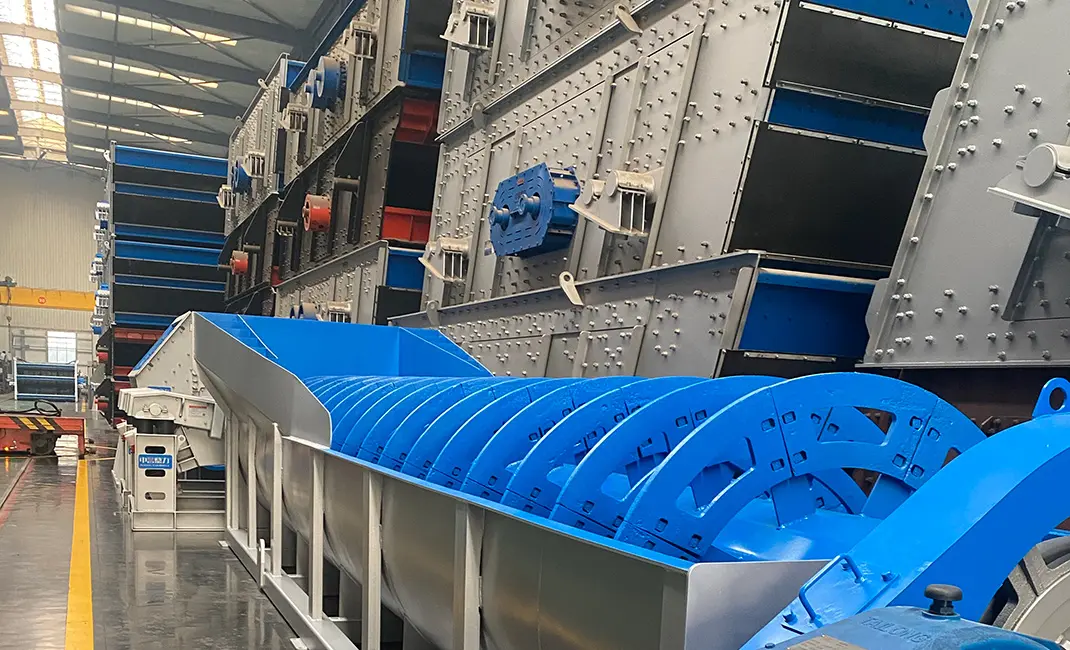
Explore our first selection of heavy-duty industrial castings and crushing assemblies designed for high wear resistance and structural integrity.






Global extraction and metallurgy projects operate under some of the most unforgiving environments on Earth. From the sub-zero iron ore ranges of Northern Europe to the intensely hot copper deposits in South America, equipment uptime determines the feasibility of operations. Key components—such as crushing jaws, support rollers, cone sleeves, and high-pressure valve bodies—are subject to massive dynamic shear stresses, severe surface abrasion, and chemical corrosion.
Choosing an OEM Mining Machinery Parts Manufacturer with deep foundry expertise is not merely a purchasing choice; it is a risk mitigation strategy. Henan Hanhai Metallurgy Mining International Trade Co., LTD has built its foundation on mitigating these system risks through metallurgy design, precision sand casting, and high-performance alloy steel tempering.

To empower global heavy industry with precision-engineered casting and sustainable manufacturing excellence, ensuring that our clients experience minimal downtime and maximum operational profitability.
To be the premier global foundry brand, leading the market with high-durability steel and iron castings, and driving technological transformation in structural component engineering.
Why Henan Hanhai's centralized metallurgy integration sets the global benchmark for lead times, raw material purity, and structural reliability.
Based in Henan, China, the historical epicenter of metallurgy, we gain direct, low-cost access to refined scrap steel, key alloying elements (manganese, chromium, molybdenum), and high-quality refractories. This proximity keeps input costs down and ensures material consistency.
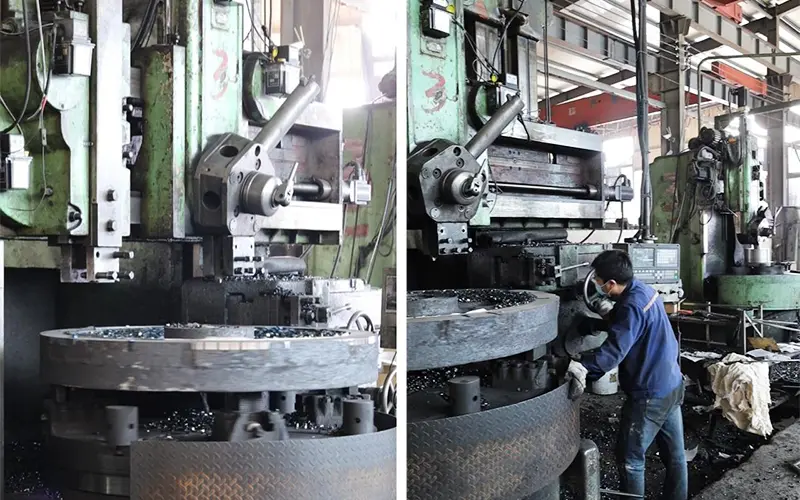
Equipped with massive electric arc furnaces and computerized ladle refining systems, we execute precise chemical balancing. Our on-site normalizing, tempering, and quenching facilities refine grain structure to achieve high tensile strength and impact toughness.
From initial simulation mapping of the solidification flow to Non-Destructive Testing (NDT) including Ultrasonic Testing (UT), Magnetic Particle Inspection (MPI), and Radiographic Testing (RT), our ISO 9001 and CE protocols verify every millimeter of the casting body.
| Material Category | Common Standards Met | Tensile Strength (MPa) | Primary Industrial Application |
|---|---|---|---|
| High Manganese Steel | ASTM A128, GB/T 5680 | ≥ 735 | Jaw crusher plates, cone mantles, impact blow bars |
| Carbon Cast Steel | ASTM A27, EN 10213 | 450 - 650 | Rotary kiln support rollers, heavy machinery frames, beams |
| Alloy Cast Steel | ASTM A148, DIN 17182 | ≥ 800 | High-pressure valve bodies, heavy gear blanks, bearing housings |
| Ductile Iron (SGI) | ASTM A536, EN 1563 | 400 - 800 | Pump sumps, hydraulic cylinders, industrial castings |
A twenty-year footprint in casting large, highly customized metallurgical components for global mining enterprises.
Establishment & Heavy Focus: Hanhai Casting was established with a focus on heavy steel and iron castings, laying a solid technical and production foundation in Central China.
Technological Integration: Introduced advanced melting and molding technologies, expanded production capacity, and served key domestic mining and metallurgy sectors.
Global Market Expansion: Achieved ISO 9001 certification, upgraded testing systems, and exported high-performance castings to Asia, Europe, and the Middle East.
Smart Foundry & Digitization: Integrated intelligent foundry systems, 3D simulation analysis, and digital management, driving sustainable manufacturing.
Comprehensive metallurgical solutions built to perform under extreme shear, impact, and high thermal loads.
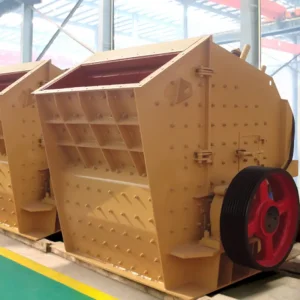
Specialized replacement wear parts for PE Jaw Crushers, Cone Crushers, and VSI Impact Crushers. Built with ultra-high manganese steels and chromium irons to ensure longest lifecycle, minimum maintenance cycles, and reduced cost per ton.
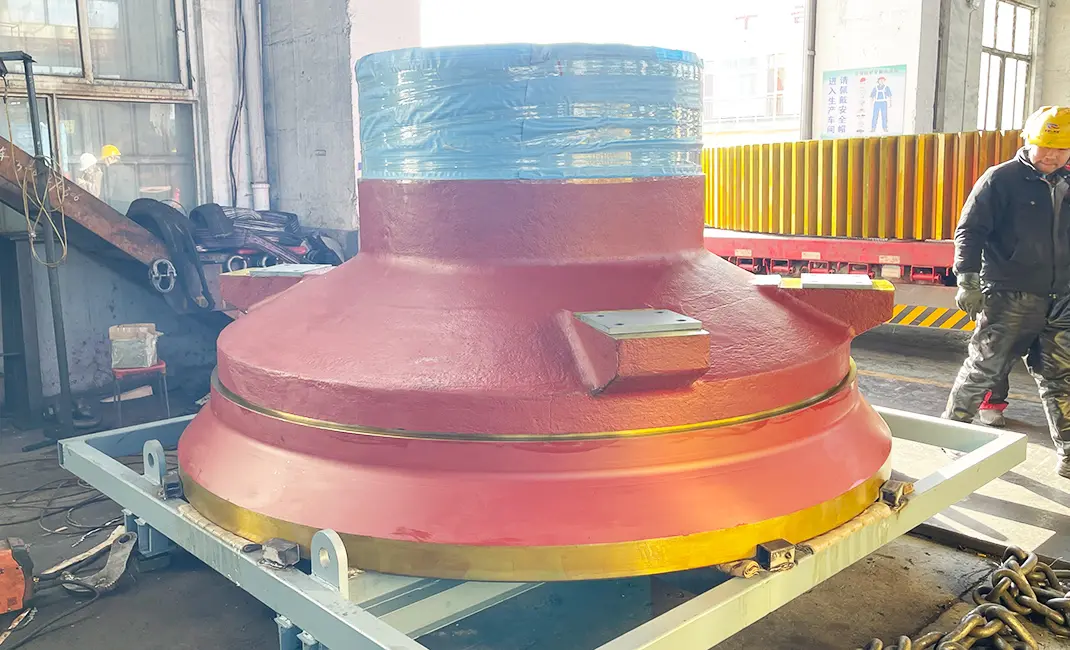
Large-scale casting rings, riding rings, and support rollers engineered to sustain massive rotary machinery weight. Designed with high-purity cast carbon steels that resist structural fatigue under variable heat conditions.
Heavy-duty structural bases, cylinders, columns, and slag ladles for high-tonnage hydraulic forming presses and steel plants. We supply castings with high heat tolerance and dynamic load resistance.
Our top heavy machinery configurations built directly inside Hanhai plants

Classic primary crusher configuration designed for extreme wear life.

Robust dual-roll design for highly reliable fine and secondary crushing.

Optimized safety springs and manganese liners for hard stone crushing.
From deep-well gold mines to heavy-duty aggregate production, Hanhai parts are engineered to survive local operating constraints.
Operating in environments where quartzite, granite, and basalt crushers run continuously. Our custom high-manganese jaws and cone mantles undergo specialized thermal work-hardening, allowing the steel surface to harden during operation while keeping the core ductile to prevent dynamic fracturing.
Cement manufacturing relies on rotary kilns running at over 1400°C. Our support rollers and riding rings endure massive static weight and thermal expansions. We casting these parts using low-carbon, high-silicon alloyed steel to prevent localized thermal warping and crack expansion.
Highly acidic run-of-mine coal slurry causes aggressive wear. Hanhai's chromium-alloyed steel casting sumps and valve bodies are treated with specialized structural lining modifications, reducing wall thinning caused by combined corrosive-abrasive erosion.
Remote locations require machinery with extremely high fatigue limits, as replacements are logistically difficult. Our heavy casting frames are analyzed using Finite Element Analysis (FEA) to eliminate structural tension points, lowering the probability of premature failure.
How digital simulation, sustainable metallurgy, and automation are reshaping the future of OEM mining machinery parts manufacturing.

Traditional sand casting has historically faced challenges with internal shrink cavity defects. In 2026, the transition to computerized thermal flow analysis is vital. Henan Hanhai implements solidification simulation software to model hot spots during the cooling phase. By modifying runner placements and riser positions in the digital twin stage, we achieve defect-free microstructures before pouring the molten steel.
Modern procurement officers prioritize carbon accounting. By migrating our melting operations to high-efficiency Electric Arc Furnaces (EAF) powered by cleaner grid inputs and using 95% recycled steel scrap, Hanhai minimizes scope 1 emissions. Additionally, our high-precision sand reclamation systems recover and reuse molding media, minimizing environmental impact while ensuring stable casting dimensional tolerances.
A rigorous, phase-gate procurement pipeline designed to assure precision, compliance, and on-time shipment.
Collection of engineering drawings, operational wear logs, material standards, and site-specific performance criteria.

Developing CAD models, performing structural analyses, and selecting the optimal alloy composition for the application.

Collaborative alignment on dimensions, tolerances, heat treatment steps, and quality control test protocols.

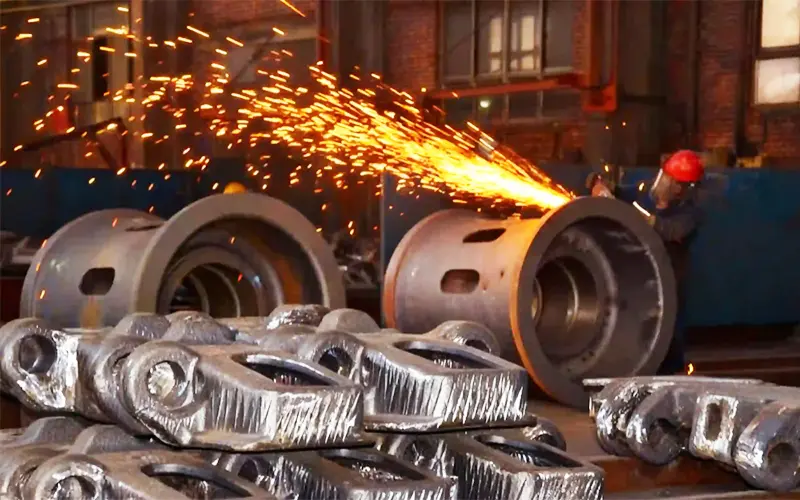
Execution of sand molding, molten steel pouring, computer-monitored cooling, and heat treatment operations.

Conducting dimensional validation, tensile testing, hardness measurements, and non-destructive examination (UT/MPI).

Corrosion-preventive packing, reinforced heavy cargo bracing, and custom logistics management to deep-water ports.

On-site engineering deployment or comprehensive remote alignment guidance to guarantee trouble-free fitment.

Providing operational parameters, run-in instructions, and wear-monitoring guidelines to plant maintenance teams.

Ongoing telemetry review, scheduled pattern storage, and prioritized replacement manufacturing to avoid project downtime.
A gallery of custom manufacturing runs delivered to mining plants, cement mills, and heavy equipment OEM partners globally.































Answers to key technical questions commonly asked by procurement officers and mechanical engineers.
We use solidification simulation software during pattern design to map out hot spots and feed paths. After pouring and tempering, each support roller undergoes comprehensive Ultrasonic Testing (UT) to ASTM standards and Magnetic Particle Inspection (MPI) to detect internal micro-porosity, guaranteeing structural soundess before final machining.
For high-impact setups, we recommend High Manganese steel grades such as Mn13Cr2, Mn18Cr2, and Mn22Cr2. The chromium addition prevents plastic flow under heavy pressure, while the manganese matrix undergoes rapid work-hardening, extending wear life compared to standard carbon steels.
Yes. Our foundry engineers align chemistry ranges, mechanical properties, and heat treatment plans to match the required specifications. We supply full EN 10204 3.1 Material Certificates, covering chemical spectroscopy analysis, yield tests, tensile tests, and hardness data.
For custom OEM items requiring new pattern fabrication, the timeline is generally 45 to 60 days. This includes pattern design and modeling, sand mold preparation, casting, heat treatment, final machining, and comprehensive NDT tests. We keep buyers updated with detailed weekly progress reports.
All finished products are treated with industrial rust-preventive coatings and wrapped in heavy-duty moisture-barrier shrink wraps. Large components are secured in custom structural steel frames within shipping containers, ensuring they remain stationary during sea transport.
Supported by our dual ladle setups, we can handle a single molten steel pour weight of up to 120 metric tons. This enables us to manufacture large-scale components, such as cement kiln riding rings, large-scale mining beams, and high-capacity hydraulic press cylinders.
Explore our second selection of heavy-duty components, including cone mantles, industrial valve bodies, and vibrating feeders.