Precision-engineered castings trusted by leaders across mining, metallurgy, flow control, and heavy industrial machinery worldwide.








Henan Hanhai Metallurgy Mining International Trade Co., LTD stands as a premier manufacturing powerhouse in the heavy metallurgical and casting industries. With an advanced design, manufacturing, and casting ecosystem, we specialize in formulating high-complexity cast steel and cast iron parts that meet the grueling demands of global heavy industrial systems.
Operating out of Henan, China, we operate high-capacity induction furnaces, integrated machine shops, and complete non-destructive testing labs. We are committed to supplying customized metallurgical machinery parts that survive harsh mechanical loads, intense abrasion, and high thermal variations.

Harnessing digital metallurgical twins, AI solidifications, and smart alloy distribution to optimize structural strength
Modern heavy casting is no longer defined by simple mold pouring. The sector is moving toward a tech-driven approach where physics-based simulations, artificial intelligence, and advanced alloy systems play key roles in preventing casting defects and maximizing lifespan.
By leveraging numerical simulation software (such as MAGMAsoft and ProCAST), Hanhai Casting's engineering team models thermal dissipation pathways and detects potential shrinkage cavities, hot tearing, and structural stresses before fabricating physical sand molds. This optimization step significantly reduces validation cycles and guarantees soundness in heavy casting parts.
For high-complexity custom castings with intricate internal geometries, we incorporate Binder Jetting Sand 3D Printing. By bypassing traditional wooden patterns, 3DP technology yields exact dimensional tolerance (CT6-CT8), enables draft-free designs, and simplifies rapid prototyping of heavy components like multi-ported valve bodies.
We are advancing our melting processes using clean induction furnace technologies, ladle refining, and argon purging to minimize dissolved oxygen, nitrogen, and sulfur in the melt. Concurrently, we develop proprietary micro-alloyed steel formulations designed to operate in extreme low-temperature and high-impact conditions.
Complete structural component ecosystems designed for heavy mining, cement production, and fluid control installations.
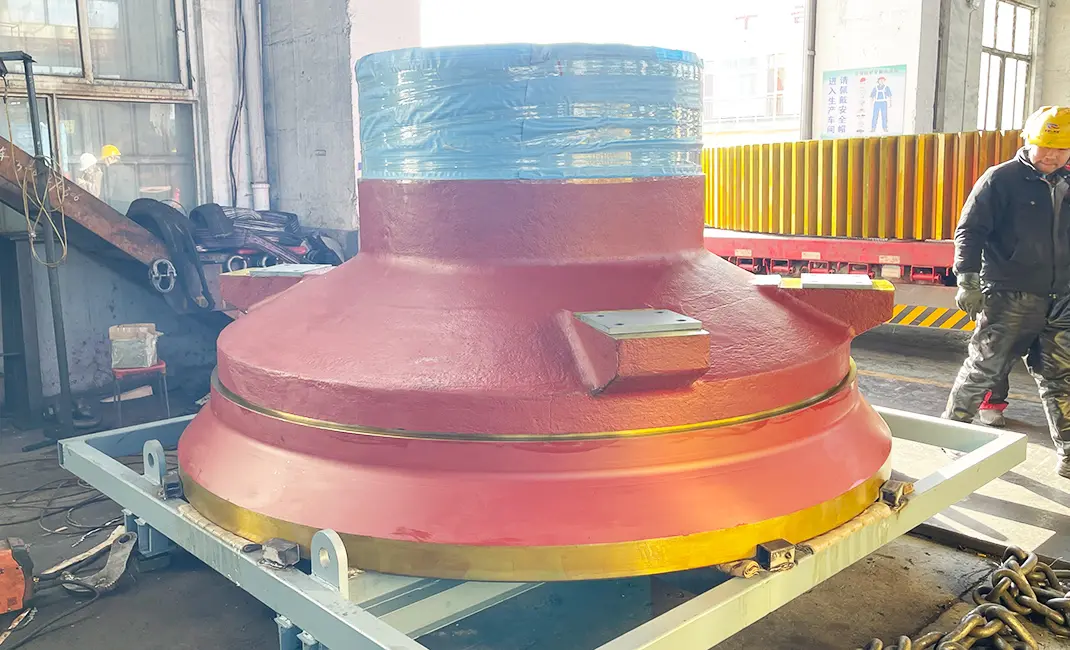
Our solutions cater directly to systems where part failure leads to costly operational shutdowns. We deliver structural integrity by custom-casting critical load-bearing parts.
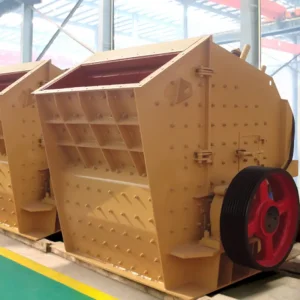
Heavy duty pit frames, support plates, and eccentric shafts designed to absorb immense shock loads in jaw, cone, and roll crushers.
Thick-walled support rollers, girth gears, and mill heads capable of handling high loads in continuous rotary systems.
High-tonnage hydraulic cylinder blocks, machine frames, and crossbeams designed for high structural fatigue limits.
Erosion-resistant valve bodies, end caps, and high-pressure pumps designed for petrochemical pipelines and fluid power loops.
High-thermal-fatigue slag pots, ingot molds, charging buckets, and ladle cars built to withstand extreme operating conditions.
Combining high-volume outputs with automated digital tracking to protect global production schedules.
Hanhai Casting has implemented digital MES (Manufacturing Execution Systems) to track heat chemistry, mold preparation, pouring temperatures, and cooling durations. Each casting is assigned a physical serialization barcode that provides full traceability back to the specific induction furnace melt run and raw material batch.
Located in Henan's central industrial hub, we have established raw material networks for high-purity scrap steel, pig iron, and bentonite clay. Proximity to major transport corridors and sea ports (such as Qingdao and Tianjin) ensures stable domestic logistics and reliable ocean freight dispatch, maintaining delivery timelines even amid global freight fluctuations.
Supply Chain Security Parameters:
More than two decades of metallurgy research, manufacturing expansions, and international collaborations.
A comprehensive framework to align design specs, minimize defects, and lower total cost of ownership (TCO).
Procuring heavy castings requires close alignment on designs, dimensional tolerances, and alloy metallurgy. Engineering teams must specify design attributes clearly to avoid casting defects during production.
Ensure models include sufficient draft angles (typically 1.5° to 3.0° for heavy sand castings) to facilitate clean pattern withdrawal. Sharp corners must be radiused (filleted) to eliminate stress concentrations and avoid hot tearing.
For critical functional surfaces (e.g. bearing journals, sealing faces, shaft bores), specify adequate machining allowances (commonly 5mm to 12mm depending on casting size) to ensure finished dimensions are achieved.
Specify international equivalents (ASTM, EN, DIN, JIS) when requesting custom alloy configurations. Our engineering team validates and matches chemistry to maintain mechanical properties.
Advanced testing methodologies guaranteeing zero-defect delivery across international borders.
Our quality assurance program is designed to meet international standards. Each casting run undergoes testing protocols that verify internal and external structural integrity before the components leave the factory.
Certified under ISO 9001 and CE frameworks, we accommodate third-party inspection reviews (SGS, TUV, DNV) at our factory.
Browse our engineering projects, showing complex castings executed for industrial clients globally.
























A systematic project management method designed to ensure engineering clarity from design to installation.
Collection of material specifications, 3D CAD blueprints, tolerance requirements, and expected operational conditions.

Solidification simulation testing to optimize gating system setups, draft parameters, and shrinkage allocations.

Detailed technical review to align on dimensions, inspection protocols, and material grades before pouring.

Monitored melting, alloy treatment, mold assembly, casting, heat treatment, and precision rough machining.

Complete mechanical and non-destructive testing (UT, MT, chemical analysis) to verify conformance before packaging.

Corrosion-resistant packaging, reinforced structural bracing, and coordination of secure sea shipping.

Field engineering assistance and online technical guidance to support alignment, installation, and startup.

Documentation transfer including mill test certificates, NDT records, dimensional reports, and maintenance guidelines.

Extended warranty options, operational feedback reviews, and rapid-response spare parts logistics.
Supplying reliable casting solutions to leading engineering and industrial groups globally.

Addressing core technical, quality, and commercial inquiries for engineering procurement officers.
Review our broader range of industrial crusher systems, valves, and heavy-duty casting components.